
本绕线机线圈绕制过程主要有以下列举的准备阶段、绕线阶段和断线阶段。
准备阶段:将骨架安装在工装上,按照细线径天线线圈的工艺要求,骨架上白点的位置必须靠近操作者。白点方向如红圈标注处,如图 3.4 所示。电磁线穿过张力控制器和排线轴机构上固定的线嘴,由夹线机构夹紧。
绕线阶段:绕线阶段主要有缠头、绕线、缠尾几个部分组成。
细线经线圈缠头之前,漆包线必须紧靠骨架导槽边缘,缠头的方向如图 3.5 中的箭头所示。细线径线圈缠头时必须按逆时针方向缠绕,绕角圈数必须最少达到 3 圈,如图 3.6 所示。
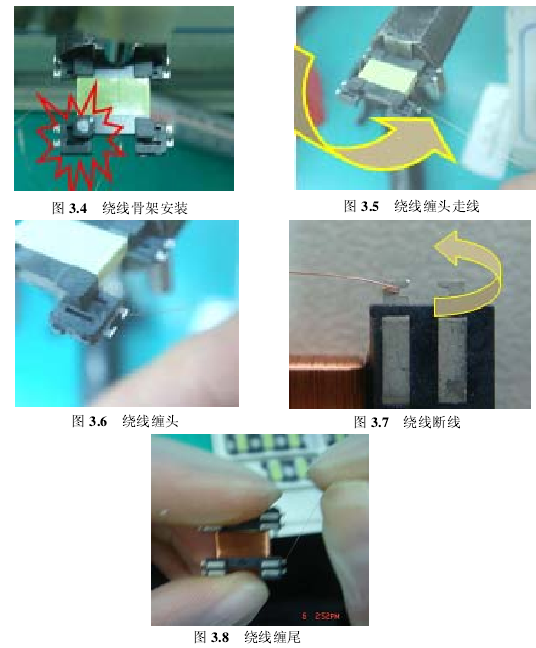
缠头时主轴不动,排线机构带动线嘴进行螺旋线运动或其他厂商要求动作进行缠头。缠头后,断线时需顺着逆向与缺口的方向将线掐断,可避免线圈短路,如图 3.7 所示。
绕线时主轴旋转运动,同时排线机构带动线嘴在 Y 向,与主轴旋转速度成一定比例的速度进行运动,实现线圈绕制。
缠头、绕线结束后,需对 X 绕组的另一管脚进行缠尾固定,缠尾方向和掐线方向同绕 X轴第一管脚一样,可避免线圈短路,如图 3.8 所示。
断线阶段:夹线机构夹紧电磁线,对电磁先进性拖拽实现断线动作。
根据细线径线圈绕制工艺,确定系统控制要求如下。
1) 绕线机有三种工作状态:手动调试、单步运行、连续运行。
a) 手动调试,各个电机的动作和位置可以单独进行运行调试,并可在绕线过程中通过上位机控制进行设置。
b) 单步运行,每按一次按钮,绕线机自动运行一个程序步(专用指令编辑的程序)。
c) 连续运行,启动按钮按下之后,绕线机按照程序编辑的运行动作运行,完成一个周期动作后自动从第一步开始循环运行。
2) 定位和绕线的速度均可调,且可进行精确定位。
3) 绕线功能可根据骨架的长度,线径和所需的匝数进行调节。
4) 能根据骨架的尺寸和绕线时的各种要求(绕线匝数、组数、角度等)计算具体的上线长度控制步骤
5) 实现绕线机的专用指令,可对指令代码进行在线编译,提高绕线机控制的灵活性。
6) 良好的故障报警功能,可实时对电机、磁栅的工作情况进行监测,有故障立即提示操作者。
7) 在生产过程中实现随时停机、开机,出错报警及自检等功能。
8) 良好的监测功能,可对电机的位置,气缸的位置以及程序的运行情况进行实时监测。方便操作者了解绕线机的工作情况。
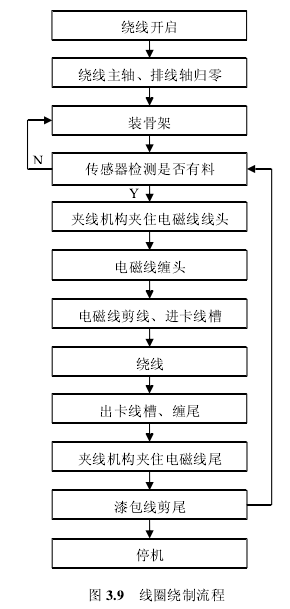
根据上述所分析绕线机的工艺要求及绕线机机构组成,拟定图 3.9 所示的绕制工艺流程。设备在启动后,首先必须控制整个绕线机进行归零运动,确保整个系统处于安全的待运动状态;将骨架安装在工装上,开始绕线按钮按下之后,绕线机进行有无料检测,若无,则装骨架,若有,排线轴得到有料信号;根据要求方式(我们为螺旋形)对骨架进行缠头,并完成绕线和缠尾,之后夹线器对电磁线进行拖拽剪线完成整个绕线运动,实现线圈绕制过程。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站