
下图为细线径线圈绕线机构部分三维设计图,细线径线圈绕线机为单机绕线机,其绕线机构主要有主轴绕线机构、排线机构、夹剪线机构等组成。下列对线圈绕制过程以及绕线机主要结构进行详细分析,并在此基础上确定线圈绕制过程中的注意事项和主要应用技术。
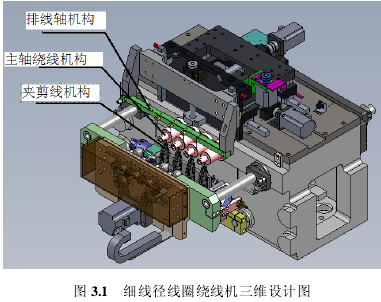
实现以上线圈绕制主要通过图中主轴机构、排线机构以及夹剪线机构等的配合动作来完成的,各机构部分进行详细分析如下所示。
主轴机构由主轴伺服电机、主轴单元组成,其工作原理为伺服电机由控制系统控制,对主轴单元进行驱动使其进行旋转绕线。主轴系统是绕线机的核心机械部分,其转速、运动平稳性、制动精度、运转噪音及可靠性直接决定着绕线机的整体性能,为增加主轴轴承的配合特性、便于绕线机运转时的频繁启停、防止主轴的工作转速范围内(0~10000 转/分)内出现共振现象等,我们采用整体装入式绕线机专用高速主轴单元。
排线机构由线嘴、排线轴 X、Y、Z 三向绕线驱动部分组成。线嘴安装在排线轴上,排线轴由 X、Y、Z 三向绕线驱动部分进行三维驱动完成排线动作。各向驱动部分都由伺服电机、滚珠丝杠组成,伺服电机在控制命令的驱使下驱动滚珠丝杠转动,从而实现排线轴的三维运动。
高精密排线系统是实现高质量线圈绕制的关键部分,绕线过程中,排线轴机构和主轴机构通过控制器中圆弧插补、直线插补等插补方式进行配合运动,实现精密排线。排线系统要求线圈绕制绕组均匀,线匝排列紧密,无锥形、无塌陷和突起,漆包线能正确的缠头、缠尾和进出卡线槽,因此我们在已有精密排线系统的基础上研究了一种排线轴高速折返运动控制,这种新型的控制方法使骨架上电磁线半径在不断变大情况下,线嘴与骨架之间的距离和夹角保持不变,也就保证了在排线过程中线径在每一个时刻上的张力、缠绕方式保持不变,大大的提高了排线精密度。并且针对绕线过程中排线轴与主轴高速同步时折返运动产生过大加速度而易致设备振动的问题,采用多项式速度曲线模型,引入距离、最大速度等约束条件,运用新的速度加减速度混合算法,保证排线轴高速折返运动时加减速平滑,提高绕线精度。
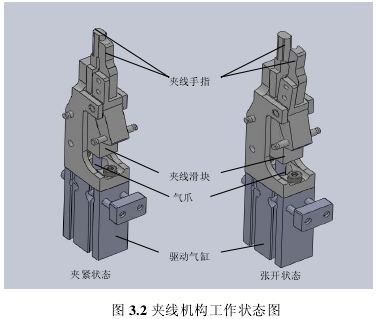
夹剪线机构(如图 3.2 所示)由夹线手指、气爪、驱动气缸等机构组成,其由气缸驱动完成夹紧、打开以及左右移动。缠头运动时,夹线机构夹住电磁线的线头,移动到合适位置,电磁线另一端由导针牵引,在 X、Y、Z 三向排线轴的带动下进行缠脚运动;绕线结束并完成缠尾之后,电磁线在导针的牵引下移至下图夹线手指中间,夹线手指在气缸驱动下闭合,之后夹线机构的左右移动气缸的作用之下,拖拽电磁线完成剪线动作;夹线机构继续夹紧电磁线,等待为下一个骨架进行缠头。整个夹线剪线过程十分连贯,无需操作者一次次重复性的做缠头缠尾等工作。
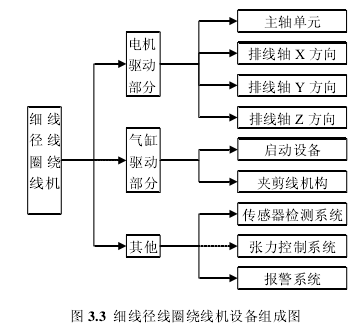
除上述在三维图中有所体现的主轴机构、排线机构、夹剪线机构以外,细线径天线绕线机还包含了高精度张力控制机构、实现驱动的各种伺服电机和气缸以及实现信息采集的各种传感器等。图 3.3 为绕线机单元详细的机械结构部分。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站