
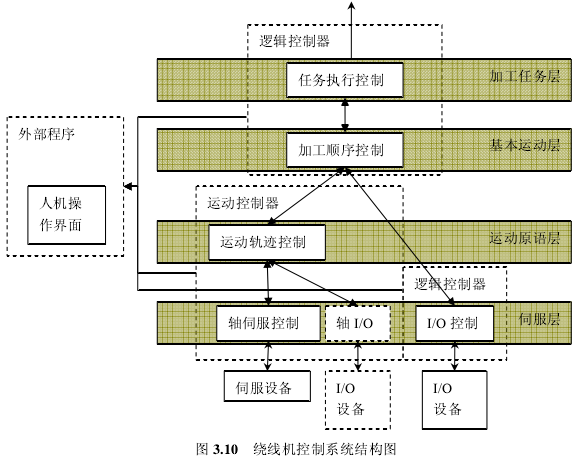
根据绕线设备的工艺要求和电气要求,我们所研究的全自动绕线机、自动绕线机等设备采用二级控制系统(如图3.10 所示),主要包括控制系统上位机设计和下位机设计两部分,上位机是指人可以直接发出操作指令的计算机,一般是 PC 机或触摸屏;下位机是直接控制设备获取设备状况的计算机,一般是 PLC、单片机之类的控制器。上位机和下位机之间通过太网或 USB 技术进行数据交换。上位机界面进行绕线动作管理、系统运行状态监控以及各系统参数设置,下位机运动控制接收上位机传输的运动控制命令进行伺服电机控制和气缸运动控制,并采集各电机和气缸的状态反馈给上位机界面以显示给操作者,从而实现操作人员对上位机进行操作,直接控制绕线机的运行过程。
工业控制计算机(PC 机)编程软件丰富、其编程的人机界面简便、可靠性高、更加人性化,因此已成为现如今常用的界面编程工具。可编程控制器(PLC)由于抗干扰性和实用性强、易学易用、体积小能耗低等特点,广泛应用于工业控制中,是现如今工业工程控制系统设计的首选产品。我们以 PC 为上位机,PLC 为下位机的双机控制模式结合了各自的优点,极大的提高了控制系统的控制能力和可靠性。

1、上位机界面
人机界面(HumanMachine Interface),简称 HMI,是用户与数控系统交互的平台。操作人员可以在用户界面上实现对数控系统的所有操作,系统内部运行状态在界面上进行实时监控。人机界面作为数控系统的重要组成部分,是计算机与人打交道的途径,它的开发工作量通常占系统开发工作量的 40%-60%。
传统绕线机人机交互以触摸屏为主,输入控制采用按钮、开关等操作元件,控制方式比较简单,但是影响美观,操作面板大,不方便。我们人机界面以上位机作为监管控制人员和及其之间双向沟通的桥梁,PC 机采用一台 DELL 计算机,使用 USB 通讯技术实现 PC 机与底层控制器 PLC 之间的数据通讯,对 PLC 进行控制,并接受 PLC 反馈回来的各种绕线信息显示在界面上。工作人员可以运用专门指令对绕线动作自行编辑,也可以通过鼠标进行操作选择以及通过键盘进行参数输入和修改设置,对于不常用到的功能可以运用菜单项进行管理,使控制界面精致美观,实用性更强。
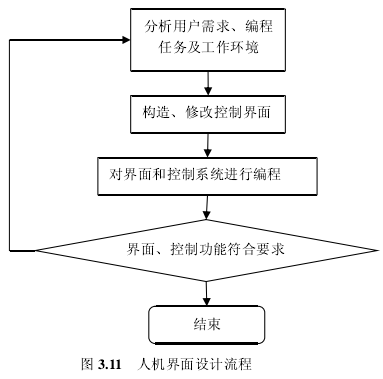
人机界面的设计是一个迭代过程,在设计过程中要对用户、任务和工作环境进行分析,对控制界面进行设计构造,最后对界面进行确认修改,确认修改的同时再次对用户、任务等进行分析,与已完成界面进行功能和要求的比较,完善设计,修改已有界面,以此循环,最终得到较为满意的交互界面。其迭代过程如图 3.11 所示。
为使所设计的人机界面更加人性化,在人机界面设计时,要考虑用户帮助设施、出错信息处理等问题,而且控制系统的响应效率和稳定性也是人机界面重要的性能体现。通常人机界面的设计与实现主要分为一下几个步骤。
1)分析我们界面设计要求及特征,确定为完成此系统功能,人和计算机应分别完成的任务。
2)考虑界面设计中的典型问题。
系统响应时间:指用户完成某个控制动作,到软件给出预期的响应之间的时间。其有两个属性:长度和易变性。在界面设计时要求系统响应时间长度要尽量短,易变性要尽量小。
用户帮助设施:在设置用户帮助设施时通常考虑一下几方面。
01、提供的帮助信息是部分功能帮助信息还是全部功能帮助信息,我们的帮助信息定义为部分功能帮助信息。
02、用户请求帮助的形式有三种:帮助菜单,特殊功能键和 HELP 命令,为方便用户操作,我们设置三种帮助选择。
03、显示帮助信息有三种方式:在独立的窗口中,指出参考文档和在屏幕固定位置显示间断提示。我们采用的是在独立窗口中显示帮助信息和在屏幕固定位置显示间断提示两种。
出错信息处理:通常情况下,人机界面给出的出错信息或警告信息,应该具有下述属性。
01、应该指出错误可能导致的负面后果,以使用户检查是否出现了这些问题,并在实现出现问题是及时解决。
02、应该伴随有听觉上和视觉上的提示,例如将弹出的出错对话框或警告对话框设置成鲜亮颜色。
03、不能带有指责色彩。
3)构造界面原型和最终实现界面设计与编程。
4)从指令的角度对界面进行评估。
2、可编程逻辑控制器 PLC 模块
可编程程序控制器(Programmable Controller , PC) 又称可编程程序逻辑控制器(ProgrammableLogic Controller,PLC),是一种数字运算操作的电子系统,它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程,具有很强的抗干扰能力,是数控系统中处理主要输入输出设备的总控制器,专门为在恶劣环境下应用而设计的。PLC 在现代工业自动化控制中是非常先进的控制技术,已成为现代工业三大支柱(PLC,CAD/CAM,ROBOT)之一,在各领域的应用越来越广泛,性能指标也日渐完善。
在 PLC 控制编程前期,首先要进行控制系统分析,选择所用 PLC 控制器类型,分配 I/O端口,实现外部电路连接等工作,之后根据机械控制流程设计程序的逻辑流程图并编写程序,程序编写完毕要预先进行模拟调试,以测试程序的可靠度及准确性,并进行错误修改,最后进行现场联机调试,通过实际应用验证程序的可运用程度,并进行不断的完善。图 3.12 描述了通常利用 PLC 进行程序设计时的基本步骤。
A)前期准备工作。定性定量的分析绕线机的工艺流程和控制要求,充分了解各种被控设备的机械和电气特性。若控制系统较复杂,可将其分为多个模块。
B)程序逻辑流程图设计。根据绕线机的工艺要求和控制要求,确定 PLC 程序逻辑控制流程图。若控制流程较复杂,进行了分模块设计,则对各模块分别进行控制流程设计。
C)编写程序。根据设计出的流程图进行程序编写,在此过程中要注意程序的简单明了、准确可靠,也要注意进行必要的注释,提高程序的可读性。
D)模拟调试。在实验室进行程序的模拟调试,一般是先进行单元或分模块来调试程序,在单元和模块程序正确的情况下进行整个程序的模拟调试。
E)现场联机调试。这是 PLC 程序设计的重要环节。将程序传输到绕线机设备上 PLC 的 CPU芯片中进行调试,可以及时发现问题、纠正错误,完善程序并提高程序的稳定性和正确性。
F)整理技术文档。整理 PLC 程序、逻辑流程图、使用说明和帮助文件等,方便以后应客户的要求对程序进行更新、修改和扩展。
本控制系统的控制思路为:开机状态下 PLC 不断循环执行用户程序,根据所接收到的命令信息,进行伺服电机逻辑控制,并收集各轴运行状态反馈到上位机进行显示。为了完成某一项具体任务,操作人员通过操作上位机界面上的相应按钮或修改绕线程序,按钮状态和绕线程序的改变将迅速的反应到 PLC 的数字量输入模块,PLC 的 CPU 模块就会启动相应的程序,并且不断刷新气缸磁传、光电传感器、光纤传感器等传感器的信号,将外部信息的改变统一更新到 PLC 的缓存器中,CPU 根据这些信息量的改变,进行逻辑判断,并将操作命令更新到数字量输出模块和模拟量输出模块,从而完成电机的启动、停止、前进、后退等动作。
同时上位机也要和 PLC 进行信息交互,一方面上位机对 PLC 发出命令,PLC 在接收到命令后立即执行响应程序;另一方面,上位机通过读取 PLC 的输入、输出和内部存储量,在电脑上将绕线机的各种运行状态显示出来,进行实时的监测和控制。
3、智能 I/O 模块和接口通讯
我们 I/O 模块运用小型远程型,用作控制和通讯连接的远程 I/O 站。小型远程 I/O 模块在保持了传统模块全部功能的情况下,缩小了体积,且维护性和培养性提高;模块可以快捷装卸,不需要螺丝固定;CPU 出错时,可以对每个输出进行输出保持/清零设置;使得接线工作达到最少。
绕线机控制系统的通讯主要为人机界面和 PLC 之间的通讯。一般在小型PLC 上都设有专用的通信模块,利用PLC 基本单元上的 RS422 或 RS—232C通信接口,就可以配置一个PLC 与外部计算机进行通讯的系统。
我们介绍了细线径线圈生产设备的主要机械组成部分, 在此基础上分析了此电感线圈的绕线工艺和绕制流程,并结合绕制流程及工艺要求,对绕线机控制系统总体构架进行了设计,分析了控制系统各部分功能及其之间的通讯。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站