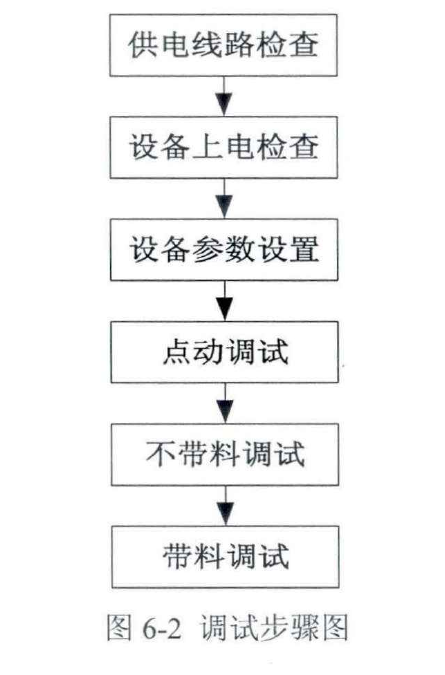
调试步骤如图所示,在全自动绕线机调试过程中,使用PLC编程软件Gx-Works2监视程序的运行情况,能够有效解决调试过程中的问题。
1、点动调试
点动调试的主要目的是找出机械安装、电气接线和PLC程序上存在的问题,为后续的调试打好基础。
(1)手动操作各个执行机构,观察执行机构的动作是否正常,主要包括异步电机和伺服电机的转向、气赶的动作方向等。
(2)测试全自动绕线机各个限位开关和接近开关是否起作用。
(3)通过PLC编程软件Gx-Works2监视程序的运行,用来检查编码器和纠偏传感器的输入信号是否正常。
2、绕线不带料调试
不带料调试的目的是进一步提高全自动绕线机控制系统的性能,为带料调试做好准备。将排线伺服旋钮切换至自动排线状态,主轴旋钮切换至收卷,躁下脚踏开关,主轴 始转动,保持主轴的速度一定,观察排线伺服的移动速度是否恒定;调节电位器改变主轴的转速,观察排线伺服的移动速度是否随之改变,如果能够实现上述功能,则进行带料调试。
3、绕线带料调试
(1)排线误差。全自动绕线机的绕线带料调试釆用先低速后髙速的顺序,注意观察排线的误差,造成误差的因素有很多,在分析误差时应从机械和PLC程序上进行综合分析。如果排线误差值是随机变动的,忽大忽小,应通过监视功能重点检查PLC程序中发送脉冲的时序与计算是否存在错误;如果误差值是固定的,应重点检查导线直径、导线直径补偿、主轴脉冲数检测等方面的计算是否存在问题;如果误差值是逐渐变大的,应重点检査排线是否存在累积误差。

(2)绕线停车的惯性。在绕线机的调试过程中,测试过多组不同质量和速度下主轴停车时因惯性产生的ffi数误差,发现阻数误差是质量与速度的二元函数,很难确定其具体关系,最后采用第四章提到的办法进行惯性补偿。测试最大质量的线圈以最高转速停车时产生的阻数误差,约为1.5匣,并加入0.5祖作为裕量,保证主轴进入低速运行区,并引入惯性补偿系数。惯性补偿系数值一般很小,通过试凑确定。如果取值过大,会导致主轴出现多次启停才能到达设定距数的情况,影响效率;如果取值过小,会导致实际绕线阻数超过设定距数的情况。通过多次调试,最终确定惯性补偿系数为0.003。
(3)导线直径补偿。由于不同变压器生产厂家对于线圈紧密程度的具体要求不一致,此值需要变压器生产厂家根据线径和具体的指标要求自行测试,可以将测试结果绘制成经验表。

 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站