
现代变压器是由铁芯、线圈和绝缘材料共同组成的,该线圈通常分为高压线圈和低压线圈,其中高压线圈使用绝缘导线进行绕制。线圈绕制是变压器制造的核心,对于变压器工作性能影响较大,不仅直接影响变压器外形尺寸,还影响着变压器绝缘性能和机械性能。现有绕线机一般为半自动绕线机,工作过程是:电机带动工件一起旋转绕线,通过计数装置将缠绕圈数显示在仪表上,工人手工排线,根据仪表显示缠绕圈数控制电机启停。但它存在以下缺点:由于人工排线方式,使工件加工质量过于依赖工人技术水平,且当电机转速过快时,人的操作无法跟上电机速度,因此限制了加工效率。自动排线绕线机的出现虽然解决了半自动绕线机生产的一些弊端,但现有的自动排线绕线机为单绝缘层供给,不能实现线带同步缠绕或线圈侧边绝缘纸缠绕,自动化程度低且工艺不完备。传统变压器线圈绕制都是依靠人力将绝缘层按照生产工艺流程缠绕到组件上的,由工作人员统计匝数,使用传统绕线方式受到人为因素影响,导致绕制效率较低。因此,采用全自动变压器绕线机来解决该问题。
针对上述问题,采用伺服系统来驱动排线机构,搭建硬件平台,结合控制系统软件部分设计,完成变压器的绕制过程。为实现精密绕制,需对漆包线和绝缘带中的张力进行控制,这里对全自动变压器的自动排线控制技术展开研究,为了绝缘带的张力控制奠定基础。
全自动绕线机设备构成
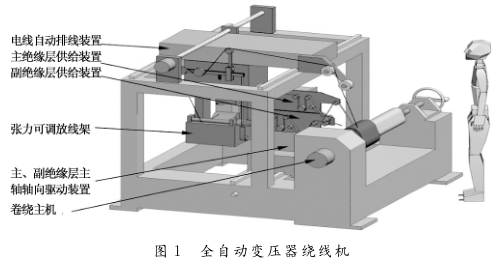
传统的自动绕线机包括机座、检测装置、基于 PLC控制的控制柜和设置在机座上的人机界面,该设备仅为单绝缘层供给,不能实现线圈侧边绝缘纸缠绕,工艺不完备,生产的线圈侧边绝缘性能差。这里介绍的全自动绕线机,采用双绝缘层供给装置,可同时实现线带同步缠绕和线圈侧边绝缘纸缠绕。对于绕线机主要设备主要包括电线自动排线装置、主副绝缘层供给装置、主副绝缘层主轴轴向驱动装置和卷绕主机等装置,如图 1 所示。
1、电线自动排线装置
自动排线装置为一轴伺服控制,包括排线装置架体、主体小车、定向定位轮、电机、导轨、导程20的滚珠丝杠和1 : 5的配减速机组成的,排线装置架体和主体小车上端设有丝杠,主体小车可沿导轨和丝杠方向移动,排线机头安装在滚珠丝杠上,可实现线头沿着导轨直线移动,而排线装置两端设有限位开关,其中排线电机功率设置为 150W 。
2、卷绕主机
卷绕主机包括主轴 4.5kW 的伺服电机、 1 : 10 的主轴配减速机、便于安装绕组芯模、取成品的主轴关节、主轴模架和手摇顶尖装置;主机装置轴承上可固定工件,随着主轴旋转完成线圈的绕制。设收卷电极功率为 6.0kW ,通过变频器驱动脚踏开关进行启动与停止控制。收卷主机配有电磁驱动器,能够满足收卷主轴的制动需求。收卷电机与主轴之间是通过机械换挡来调节机箱传递动力的,其中设置两个档位分别为变压器绕制提供较小额定转矩和较高额定转速,以满足工艺要求。
3、主副绝缘层供给装置
主副绝缘层供给装置包括伺服张力控制系统 (内含伺服电机一台及反馈传感器等相关部件)、副绝缘层供给装置中步进驱动轮组、剪纸机构和其他辅助机构;伺服系统控制绝缘纸捆沿定位定向轮移动。另双绝缘层供给排线绕线机还包括脚踏开关和控制盒,卷绕主机主轴的正反转可通过所述脚踏开关和控制盒分别实现。
4、主副绝缘层主轴轴向驱动装置
主副绝缘层主轴轴向驱动装置包括主副绝缘层架体、 2kW 伺服电机、 1 : 5 的配减速机、导程 20 的丝杠、导轨和主体小车;主副绝缘层主轴轴向伺服电机和主副绝缘层主轴轴向配减速机连接PLC控制系统, PLC控制系统设有触摸屏,用于显示绕线圈数,并具有正反记数和断电记忆功能。全自动绕线机主要设备负责完成程序编写和人机界面组态,程序是控制技术的具体实现,在硬件选型已经确定条件下,程序控制将最终决定整台机器的性能。人机界面作为人机交互平台,不仅能够完成向程序发送控制指令以及输入工艺参数的操作,还可实时显示设备运行状态。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站