
力矩器线圈与摆片中心摆构成检测摆质量,用于敏感外界加速度,因此线圈绕制质量对加速度计的性能指标起重要作用。对线圈绕制质量的评价包括绕制的外观质量、层数、重量、阻值等指标,其重量对加速度计的偏值有较大影响,而其阻值等参数对加速度计的标度因数影响较大。
现有加速度计产品系列中包括两种线圈形式:
一种为无骨架线圈,一种为有骨架线圈绕制存在绕制过程中堆叠、散乱,排线不整齐,成品率低的问题。针对这些问题,通过均匀设计方法优化设备绕制参数,将线圈绕制成品率从60%提高到80%以上。
线圈绕制工艺要求
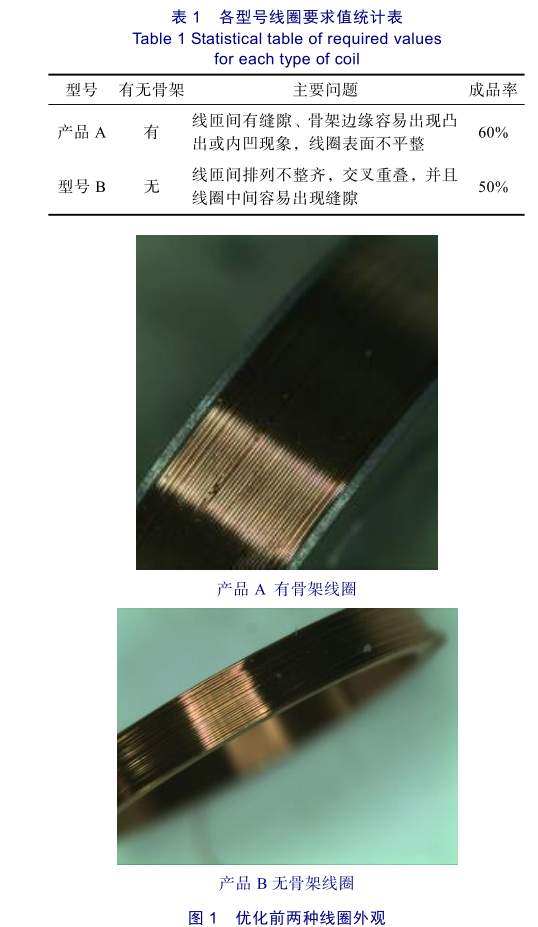
力矩器线圈绕制质量首先体现在外观质量上,绕制工艺要求成品线圈外观要美观,线匝之间排列紧密整齐,无缝隙、无重叠,线匝间无交叉现象和中间凸出或内凹现象,线圈外形一致,各产品成品率统计如表1所示,外观如图1所示。
绕线过程分析
1、线圈绕制原理
线圈绕制是把漆包线通过张力控制机构和排线机构逐层绕制到骨架上或者绕线工装的过程,对于有骨架线圈,漆包线绕制在骨架上,对于无骨架线圈,漆包线要绕制到工装上,同时进行热风固化。线圈绕制原理如下:漆包线从原料桶出来,经过张力器后,线保持恒定的张力,然后通过排线机构的导线轮。线圈绕制前,线圈骨架或者绕线工装固定在主轴上,绕制时,主轴带动线圈旋转,排线机构和以主轴转向匹配的速度做往复直线运动,将漆包线紧密缠绕在骨架或者绕线工装上,如图2所示。

在全自动绕线机实际绕制过程中,要达到理想排线效果,需始终保持漆包线位于骨架正上方,尤其在排线机构换方向过程中,排线机构相对绕线机构无超前、无滞后,即设置绕制绕线机程序参数时始终保持排线机构和绕线机构的同步。
2、绕线机设备设备
现有绕线机为龙鑫电子台式绕线机和ESM全自动绕线机。小型台式绕线机,排线精度高和主轴稳定性好,无尾架与压缩空气加热装置,只能用于绕制有骨架线圈。
全自动绕线机排线精度高、稳定性好,并带有尾架、压缩空气加热装置和伸缩装置,更换相应工装后,可以绕制有骨架线圈和无骨架线圈,两种设备技术参数如下表2所示。
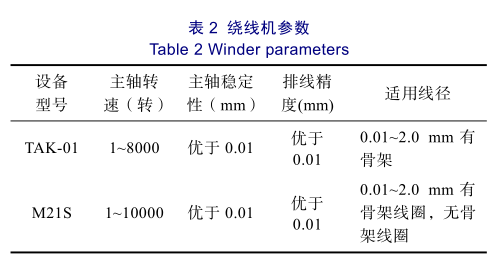
有骨架线圈时采用ESM绕线机,绕制无骨架线圈采用全自动绕线机。
3、有骨架线圈绕线过程
采用ESM绕线机绕制有骨架线圈。有骨架工装,主要分为定位轴、边缘柱和磁铁三部分,如图3所示。
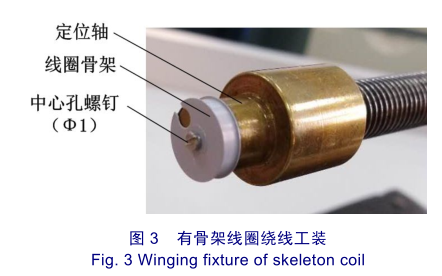
有骨架线圈工装采用骨架内腔精准定位的方式。骨架内腔与工装定位轴紧配合,配合间隙过大存在绕制过程中骨架与绕线工装不同轴度大,排线不整齐的风险;配合间隙过小存在部分骨架无法套入工装定位轴和套入工装过程中骨架内腔阳极化表面划伤的风险。经试验,控制绕制工装定位轴与不同线圈骨架内腔尺寸配合间隙在0.01~0.02mm范围内,既保证线圈骨架能固定在绕线工装定位轴上又防止转动时骨架与主轴的不同轴度过大。
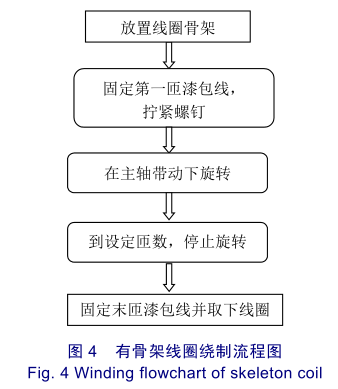
绕制有骨架线圈时首先将线圈骨架放置到定位轴上,拧上中心孔螺钉并固定引出线,启动绕制程序,主轴开始带动骨架顺时针旋转,到程序设定匝数后主轴停止旋转,用快干胶固定末端几匝漆包线,松开螺钉,将绕制好线圈取下,一个绕线流程结束。流程如图4所示。
4、无骨架线圈绕制过程
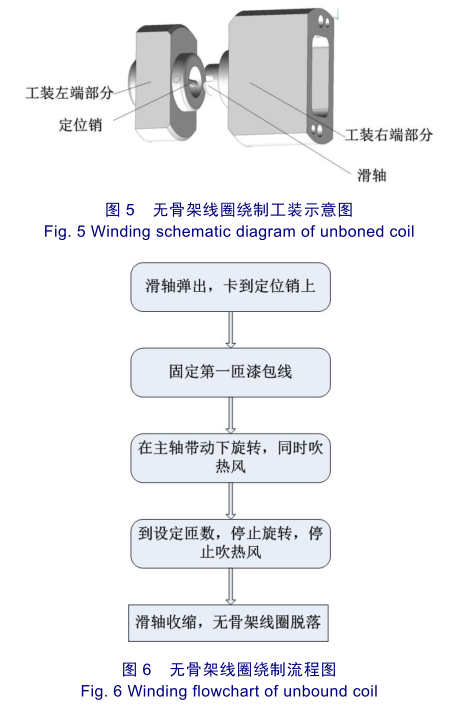
无骨架线圈优化基于ESM全自动型绕线机,工装左端固定在旋转轴上,此部分带定位销,右端部分带滑轴,如图5所示。绕制流程是滑轴在气缸内压缩空气作用下不断弹出与收缩。当滑轴弹出后卡到定位销上,随旋转轴做圆周运动,第一匝漆包线固定在滑轴上,然后排线机构根据程序设定距离左右平移,绕制在滑轴上一定宽度线圈,程序结束后滑轴收缩到气缸中,线圈从滑轴上脱落,整个绕制过程中热风器不断吹出热风,绕制完成后自动停止吹风,流程如图6所示。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站