
绕线机在电子电气行业中运用十分广泛,它是将线状的物体缠绕到特定的工件上的机器。过去的绕线机控制系统大多采用可编程控制器(PLC )来实现,受PLC运算能力限制造成主轴和持线器的同步不良,致使产品(漆包线)出现重叠和不规则的稀绕问题,从而造成了生产效率的下降和资源的浪费。怡斯麦通过把原来的PLC控制系统改装为单片机控制系统,改善了绕线机的绕制性能,解决了主轴和持线器同步不良的问题。

一、数控绕线机控制系统的硬件结构
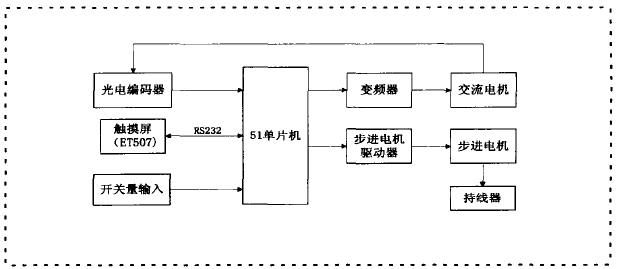
绕线机控制系统主要是由步进电机及其步进电机驱动器、交流电机、变频器、触摸屏、光电编码器、按键开关以及单片机控制系统组成。通过单片机控制系统控制交流电机的转动,带动光电编码器产生脉冲传送给单片机,单片机经过处理和运算后把脉冲发送给步进电机,进而控制持线器的同步运动。触摸屏做为人机交互的界面实现工艺文件的编辑和绕线机工作方式的选择。单片机控制系统结构图如图1所示。
二、数控绕线机的绕制原理
线圈的绕制原理是交流电机通过主轴带动漆包线绕制骨架转动,光电编码器(与主轴同轴相连)产生脉冲,单片机接收脉冲后进行处理和运算后进而控制步进电机的运行,从而实现持线器的左右移动。也就是交流电机带动主轴转一圈,持线器带动漆包线移动一个线径的距离。在绕线机控制系统中,最核心的控制是主轴和持线器的同步联动。图2为绕线机的原理图。

三、数控绕线机控制系统的外围设备
1.增量式光电轴角编码器
采用反馈线圈已经绕制的匝数。光电编码器的参数是1000p/r,采用A相信号,输出信号的电平为24V。
2.触摸屏
采用的是VDC触摸屏。单片机控制系统通过标准的RS-232接口和触摸屏进行通信,其通信协议采用的是Modbus协议。
3.手动控制钮
本绕线机控制系统设置急停和电源开关用于控制机床的的电源。主轴正转、主轴反转、丝杠左进、丝杠右进共4个按钮分别用于控制主轴和持线器的运行方向。绕向旋动开关有2个档位,用于确定绕线过程中主轴的和持线器的联动的方向。脚踏开关用于控制主轴和持线器运行的停止和启动。
4.变频器
用于控制交流电
机的转速,变频器选用的是ABB标准宏。交流电机的额定功率是2200W,转速是1440转/分。
5.步进电机驱动器
通过驱动步进电
机进而带动丝杠上的持线器左右运动。步进电机驱动器采用的2细分的工作方式,步进电机驱动器控制信号为方向控制和步进脉冲信号。
配套的步进电机的
步距角是1.80,配套滚珠丝杠螺距4mm,因此步进电机的脉冲当量为0.01mm/step(步进电机每接收单片机发送的一个脉冲,持线器移动0.01 mm的距离)。
四、数控绕线机控制系统的硬件电路
数控绕线机控制系统主控芯片选用的是STC89C516RD+单片机,芯片内部的Flash程序存储器存储空间是64k,还可以省去外部看门狗。型绕线机控制系统的硬件电路如图3所示。
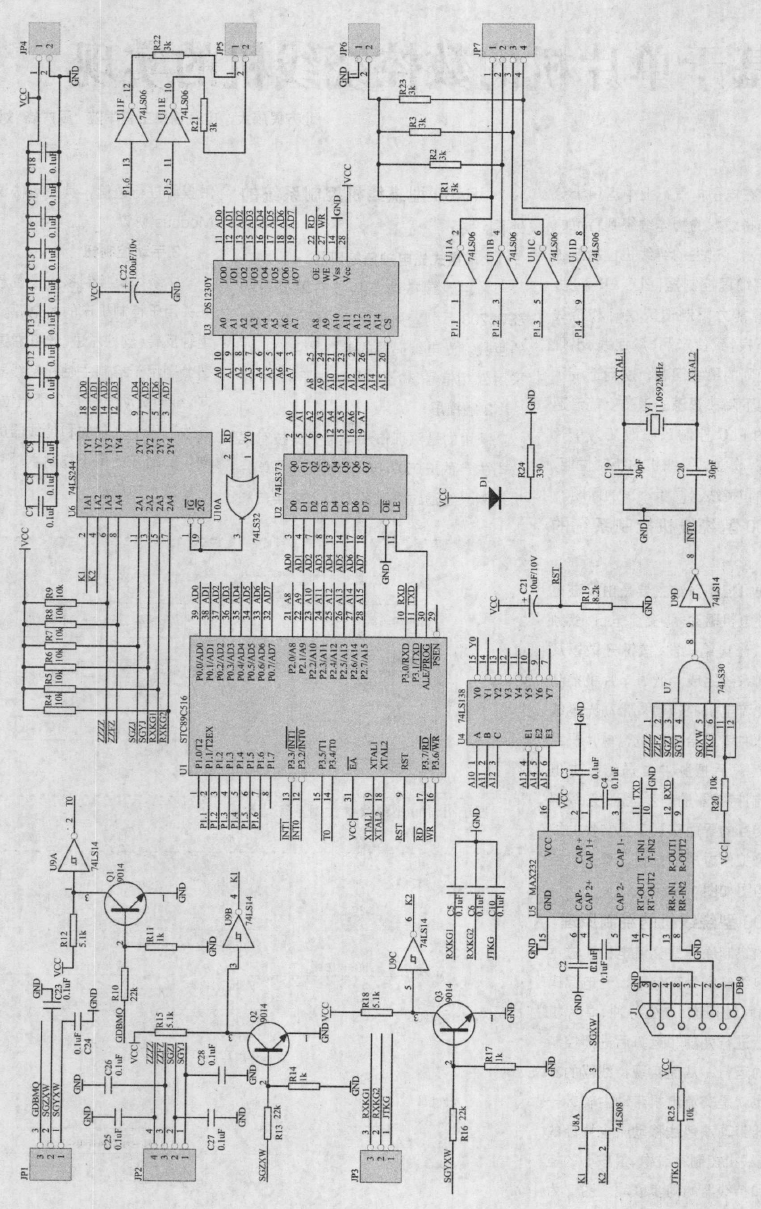
端子排JP1的3管脚是光电编码器的脉冲信号输入端,单片机的TO(计数器)来实现绕线机已绕制匝数的计数。端子排JP1的1,2管脚是左、右限位开关的信号端,限位开关主要用于对持线器的运动行程进行限位保护。
端子排JP2的4个管脚分别与机床的主轴正转、主轴反转、丝杠左进、丝杠右进按钮开关相连,在手动方式下用于控制主轴和丝杠的运行。
端子排JP3的2,3管脚是绕向开关的信号输入端,2,3管脚与机床上的绕向旋动开关相连,绕向旋动开关可以改变主轴和持线器的同步运行的方向。
端子排JP3的1管脚是脚踏开关的信号输入端,该信号用来申请单片机的外部中断1,进而控制主轴和持线器运行的启动和停止。
端子排JP5是步进电机驱动器的接线端子,端子排JP5的1管脚与步进电机驱动器的步进脉冲信号(PU)连接,给步进电机提供脉冲。端子排JP5的2管脚与步进电机驱动器的方向控制信号(DR)连接,用于控制步进电机的转动方向。
端子排JP7是变频器的接线端子,端子排JP7的1,2,3,4管脚与变频器的D11,D12,DI3,D14信号端子相连,用于控制主轴电机的转速和方向。
绕线机控制系统的控制软件
绕线机的控制软件分为四大模块:编辑工艺文件模块、手动模块、自动模块和内部参数设置模块。
我们的实际工作中,新设计全自动绕线机和自动绕线机控制系统的主控系统由PLC换成了单片机,保留了原来绕线机的全部功能,而且还实现了每一层可以设置漆包线绕制的匝数和设置多个抽头的功能。新的绕线机控制系统还克服了旧绕线机记录的绕制匝数不准确、漆包线绕制重叠和不规则绕制的缺点。新的绕线机控制系统很好的解决了主轴和持线器的联动问题,大大提高了线包绕制的成品率。经在用户现场实际装机运行表明,在线径续25mm的情况下,绕制线包的漆包线平整度满足工艺要求。
更多关于怡斯麦分享单片机的数控绕线机的原理,请下载附件:![]()
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站