
节能灯镇流器骨架线圈如图8所示,其中左边为未绕制完骨架,右边为已绕制完成线圈,骨架绕线槽宽为9.8mm,漆包线线径为0.16mm。

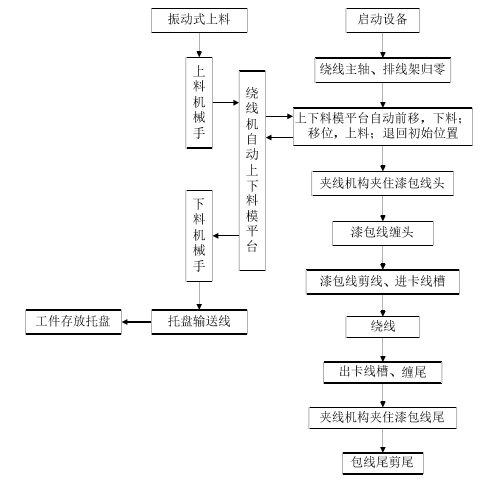
根据节能灯镇流器线圈的绕制工艺要求以及下一道工序的要求,需要采用无人参与的全自动绕线机工作方式。结合以前老工艺的绕线技术与人工绕线方法,绕线机须实现骨架线圈的自动上下料、始缠头、进卡线槽、绕线、出卡线槽、末缠尾、夹剪线和排料。据此,拟定的绕线工艺流程如图9所示。
1.绕线机的功能分解与结构组成
根据上述绕线工艺流程骨架线圈加工工艺要求,对绕线机进行功能分解以确定绕线机各机构功能。各功能分解如下:
1)自动上下料装置由振动台、机械手、上下料模平台组成,主要负责骨架线圈的上料与移送;
2)报警系统负责设备在异常工作状态下的报警示意;
3)显示控制单元为绕线机人机交流平台,实现对参数的输入;
4)主轴系统为绕线机关键部件,包括主轴箱、主轴单元及主轴驱动系统;
5)精密排线系统主要负责绕线机工作时的排线动作,并根据工艺需要完成缠头尾、进出卡线槽等动作;
4)张力控制系统负责控制漆包线的表面张力,以防止表面张力过小而造成的绕线不均匀或表面张力过大而造成的断线的情况;
5)夹线机构负责绕线机工作时的夹线动作;
6)剪线机构负责绕线结束后的剪线动作;
7)控制系统负责对整个设备的逻辑控制,使按工序完成规定动作,此系统包括传感检测单元、数控主控制系统与气源处理单元;
8)支撑系统为绕线机支承部件,使绕线机各部件组成一体。
绕线机总体结构组成如图10所示。

2.绕线机主轴系统设计方案
绕线机的绕线动作主要依赖于主轴的高速旋转运动,然后通过排线机构的直线运动使漆包线缠绕在骨架线圈上,再经过排线机构的往返运动,这样就形成了一个合格的产品。绕线机主电机上的载荷主要由漆包线上的表面张力与各摩擦副的摩擦损耗所形成的,而这表面张力在数值上只有几个牛顿,因此,主电机可选择转速高、功率低的伺服电机。
本文所阐述的绕线机一次开车工作能同时生产12个合格线圈,要满足12个线圈同时绕制动作,就必须选择合适的传动方式。综合各传动方式的优缺点,选择同步带传动方式。同步带传动是由一根内周表面设有等间距齿形的环行带及具有相应吻合的轮所组成。它综合了带传动、链传动和齿轮传动各自的优点,转动时,通过带齿与轮的齿槽相啮合来传递动力。相对于传统带传动与链传动,同步带传动具有准确的传动比、无滑差,可获得恒定的速比、传动平稳、能吸振、噪音小、传动比范围大等优点。
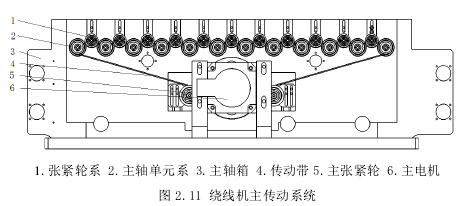
如图2. 11所示为绕线机主传动系统,主电机选用额定转速为3000rpm的伺服电机,而系统要达到10000rpm高速旋转的设计要求,则同步带应为增速传动,传速比设定为4:1,这样为系统提供充分的增速裕度。主轴系统传动为同步带传动,主电机6通过传动带4带动主轴单元系2高速旋转,而同步带主要由1张紧轮系提供压紧力。通过调节螺母的上下位置可调整压紧力的大小;亦可调整主张紧轮上的螺母上下位置调整同步带两端压紧力的大小。此装置实现了主轴单元系的同步、稳定传动。
绕线机主轴工作时载荷小且需频繁启停,因此主轴采用刚性主轴形式。为便于后期装配工作,主轴单元采用整体插入式设计,即先将主轴单元装配完成进而直接将其整体插入主轴箱的安装孔内,若主轴单元发生故障,也可将其整体替换,以便迅速排除故障、保障生产。
3.高精密排线装置
高精密排线机构由X向平台、Y向平台与Z向平台组成,如图12所示。X,Y向的平移运动分别以伺服电机1与伺服电机5为动力源,以高精度滚珠丝杠3与6为传动件,将电机的旋转运动转化为平移运动,实现X, Y向的平移。而Z向平移的实现,同样以伺服电机为动力源,从而驱动同步带8与高精度滚珠丝杠9。各向的平移运动都配有高精度直线导轨导向,以保证各平台平移的直线度。各向都设置有一个零位传动器与一个极限传感器,这样的闭环反馈模式配合机电祸合的多轴联动控制技术,就能保证高精密排线机构在X, Y, Z方向的精确起始定位。
整个排线机构结构紧凑、合理,通过程序编定可完美实现导针12在三维空间内的任意定位并沿给定轨迹的运动,便于缠线、排线、夹线等动作。

4.自动上下料装置
自动上下料装置负责完成绕线机的自动上下料。根据图9所示的工艺流程图,散乱的毛坯线圈需经振动式上料装置排序、筛选后,由上料机械手将毛坯线圈输送至上下料模平台,而上下料模平台则负责先将在工作位己绕制好的线圈卸载,然后将毛坯线圈输送至工作位,下料机械手负责将己绕制好的线圈有序运送至托盘输送线,以便绕制完成的线圈存放。
5.工装锁紧机构
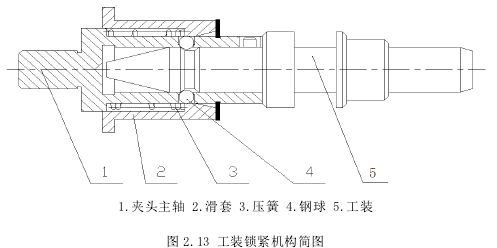
工装锁紧机构是用来实现骨架线圈在工装上的可靠夹紧功能的,其机械结构如图13所示,滑套2由气缸推动从而使钢球向外移动,钢球松开工装5,此时工装5为松开状态。当气缸松开后,夹紧机构中的压簧3使滑套2向右移动,则滑套斜面就将钢球4固定在槽中,钢球4即卡在工装5尾部的凹面上,从而使工装5成为夹紧状态,同时装在工装5上的销轴卡入夹头主轴的凹槽内,使工装5在夹头主轴内周向固定。
6.夹线机构
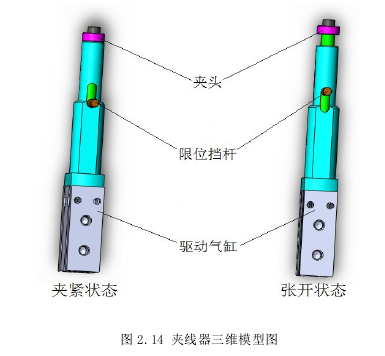
夹线机构是用来夹持漆包线线头,方便高精密排线机构所驱动的导针进行缠头等一系列动作,结构如图14所示。夹线机构工作过程如下:当排线机构完漆包线一端与骨架线圈相连,而另一头仍在导针之中。此时,排线机构驱动导针至夹线位置,夹线手指闭合,漆包线被夹住,接着夹线机构中的左右移动气缸动作,将留在骨架线圈与夹线手指间的漆包线拉断,这样整个设备就能重复、不间断的工作。另外,根据线径的不同,剪线动作有时也靠夹线机构辅助完成。
7.张力控制
绕线张力的稳定性是衡量绕线机性能的重要因素,张紧力过小会影响线圈精度和绕线致密度,张紧力过大则有可能造成断线故障,从而影响设备生产效率。
因此,张力控制的好坏对线圈的加工质量具有重要的意义。
这里以主动送线式电子张力器作为研究对象,对其结构及工作原理进行分析,建立其数学模型,为控制漆包线张力奠定理论基础。
1)系统工作原理
系统结构如图15所示,摆杆5通过弹簧拉紧保持预定的张紧力,不同线径的张紧力大小通过减速电机带动凸轮转过一定的角度从而使弹簧处在不同的张紧状态,减速电机由电位器8给出的信号控制;当超出弹簧的调整范围时可更换不同刚度的弹簧,从而保证线径从0.02~0.25mm的张紧力要求。当绕线主轴加速启动或线圈绕制层面尺寸增大时,单位时间内所需的漆包线线长增加,漆包线将带动摆杆5向下偏转,此时张紧力将增大,与摆杆5固连的角度电位器9将给出反馈信号,通过主控制系统控制送线电机2加速转动,主动送出所需长度的漆包线,使摆杆5恢复到原始位置,从而保证张力的恒定。在绕线主轴减速停止时,其过程与以上相反。
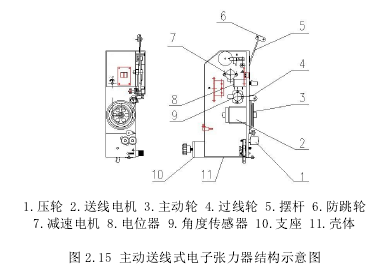
送线电机和绕线电机采用无刷直流电机,由于其变速平稳,转速精度高的特点,驱动送线主轴和绕线主轴时将极大地减小了绕线张力波动;当绕线速度增大或减小导致摆杆摆动时,高灵敏度的非接触式光学角度电位器能够及时精确地反映出转角的变化量,反馈给主控制系统控制送线电机加速或减速来实现张力的稳定;控制部分运用模糊PID控制器进行控制,实现了控制系统具有较大的学习和适应性、鲁棒性和实时性。
2)张力控制数学模型
图16所示为张力器系统原理结构简图。
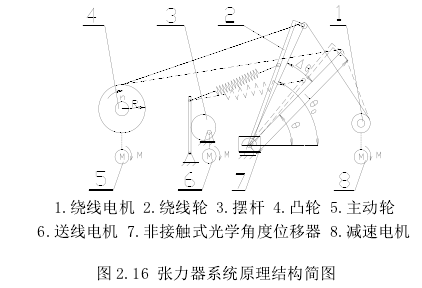
以主动轮为研究对象,根据力矩平衡原理,得平衡方程
TR(t)=M+M0+Mf+J(t)ω(t)+J(t)ω(t) 2-(10)
式中:T:主动送线端铜线的张力(N)
M:电机阻力矩(N·m)
Ma:干性摩擦力矩(N·m)
Mf:粘性摩擦力矩(N·m)
J(t):卷筒和铜线的转动惯量((kg·m2)
ω(t):铜线的旋转角速度(rad/s)
R:为主动送线轮半径(m),等于主动轮半径:加绕线厚度d
由该方程可以知道该系统是一个复杂多变量的时变系统。对该系统进行相应的简化:
1.由于干性摩擦力矩和粘性摩擦力矩影响都非常小,可以进行忽略;
2.由于主动轮和绕线的转动惯量J(t)变化率非常小,可以进行忽略;
则得到主动送线轮的简化模型:
TR(t)=M+J(t)ω(t) 2-(11)
因此线张力可表示为:
T=[M+J(t)ω(t)]/R(t) 2-(12)
由上式得,绕线的张力变化主要是随着绕线的传送速度变化和主动送线轮实时半径的变化而变化。
8.绕线机总体设计方案
节能灯镇流线圈全自动数控绕线机的工作原理即通过绕线机的主轴系统带动固定于夹具之上的线圈骨架高速旋转,排线机构以设定速度带动漆包线作往复直线运动,从而将漆包线以预先设定的排线方式均匀、紧密地缠绕在线圈骨架之上。采用高速主动送线式电子张力器实现漆包线的张力恒定控制,利用夹持机构
实现多根漆包线同时缠绕时的可靠夹紧,由自动上下料机构实现骨架线圈的自动装载与卸除,并采用多轴联动控制器及其配套输入输出接口实现设备各部件的协调工作。
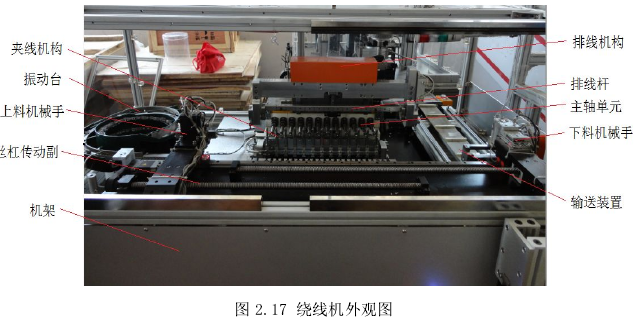
如图17所示为研制的绕线机的外观图。考虑到方便工人操作,结合人体工学,确定绕线机布局类似于一般普通机床。以整体式机架为主体,机架下半部分设置电气箱放置电气控制部分,包括伺服电机控制器、PLC或单片机控制器等电气设备;机架上半部分为主要机械执行部分,各功能执行部件统一集成在主轴箱内。
根据绕线机各执行部件受载荷不大且大多为简单的直线和旋转运动的特点,选用气压传动为辅助传动方式。气压传动有传动结构简单、成本低、模块化等优点,因此广泛运用于机床设备中。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站