
前面我们提到过电磁线圈全自动绕线机的作用,这次,我们讲一下全自动绕线机的基本原理:

1)层间匀速运动排线原理
电磁线绕制时,排线机构的运动过程可分为启动、层间和端点折返三大部分。在层间排线时,电磁线的运动规律为一螺旋线,如图2.1所示。匝间的法向螺距为hn。由几何关系和速度分析可得
hn/Vh=lk/V 2-(1)
式中,Vh为导线速度(排线架导针的移动速度);V为卷绕线速度(单位时间内的绕线长度);lk为电磁线卷绕一周的长度。
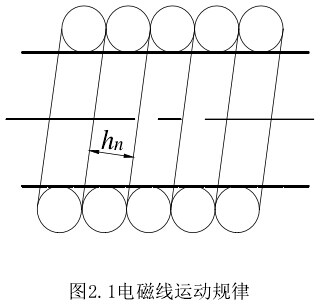
由式2-(1)可知,在层间线圈绕制过程中,欲使排线均匀,则hn应保持不变。
Lk/V为绕线轴转一周的时间,在稳定绕制(除启动和结束阶段)过程中,绕线主轴转速n不变,即Lk/V保持不变。
在绕制线圈的层间部分时,Vh要保持不变,即绕线主轴角位移和排线架位移为线性关系,通过采用二轴线性插补算法可保证绕线主轴和排线架保持严格的同步线性关系,可达到层间排线目的。
2)轴向压力补偿式排线方式
在上述的排线过程中,导针引导的线和绕线轴垂直,在各种不稳定因素影响下,线匝与线匝之间易出现间隙。假如导针引导的线和绕线轴垂直面V成一适当的夹角β,如图2所示。线匝在电磁线张紧力的作用下,会受到一轴向挤压力,从而使线匝致密整齐地排列。在排线控制中,只需使排线导针滞后(相对于排线方向)V面一段距离L:
L=Htanβ=db 2-(2)
式中,H为导针线嘴到骨架绕制点间的距离,可根据不同线径调试设定;d为所绕漆包线的线径;b为排线导针滞后(相对于排线方向)V面的比例系数。
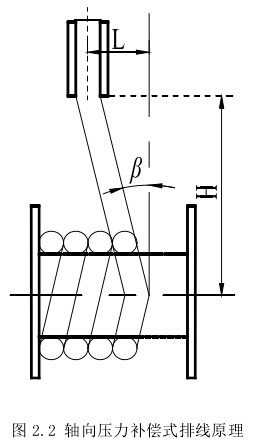
采用L=db是为了在程序设定时方便输入,b可根据用户在产品调试过程中,绕制不同线径d而设定。
3)端点折返排线数学模型
在端点处,导针必须折返,同时要完成跃层,这成为控制绕制层面品质的关键。通过试验和分析,利用线匝在折返过程中轴向位移的变化,探索出当端点折返采用如图3所示的运动方式时,能使线匝排列致密整齐并达到跃层的目的。
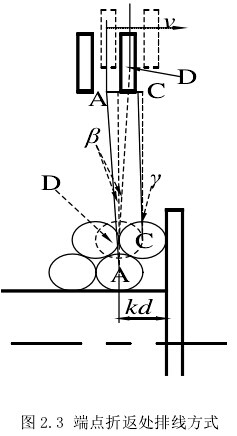
当电磁线运动到A点时(设A点至排线架的距离为kd,1≤k≤1.5),导线速度Vh在A点开始减速,运动到C点时速度减为0(vc=0),期间绕线主轴恰好旋转1周。电磁线在张紧力和挡板反作用力的综合作用下,到达C点位置,完成跃层。随着电磁线的跃层,此时夹角β将会变大,为了保持夹角β不变,导针也应相应的向上移动一个线径d的距离,如图3中的虚线所示。在实际中,由于d<<H,可以当跃层数为N时,导针才向上运动相应的距离,根据不同的线径d确定不同的跃层数N。
随后,导线速度Vh在C点开始由O反向加速,运动到D点时,速度变为-Vh,此时电磁线与绕线轴垂直面V间的夹角为-β,期间主轴恰好旋转了半周。由于D点在线匝的另一面,故在图3中用虚线表示。由于C点处的夹角Y随导线速度Vh和线径d的不同而不同,得线匝轴向位移SAC,SAD为:
SAC=L+kd-d/2-Ltany/tanβ 2-(3)
SCD=SAC-2L 2-(4)
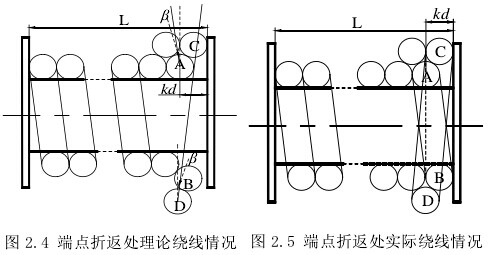
电磁线按上述方式绕制时,理论上B点(电磁线由A点开始转过半周时的位置)和D点的位置如图4所示,但电磁线在张紧力和挡板反作用力的综合作用下,实际的排线情况如图5所示。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站