
无骨架的电感线圈广泛应用于民用电器、邮电通讯设备、航空航天设备、工业电子设备中。随着国民经济的进一步发展,对它的需求量日益增大我们在参考国内外电感线圈绕制机的基础上,我公司设计了一款全自动无骨架电感线圈绕线机,在此为大家讲解关于电感线圈的绕制工艺及全自动绕线机结构。
电感线圈是单层螺旋线圈,线材一般为0 3~0 5mm聚脂漆包线,要实现电感线圈的自动绕制,线圈绕制过程必须经历如图1所示的工艺流程。
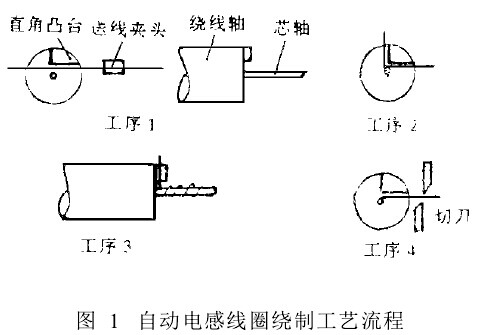
在工位上送线夹头将聚脂漆包线送到绕线头直角凸台与芯轴中间。在工位2拔线机构将漆包线沿绕轴直角凸台折弯成90,便于绕制。在工位凡绕线头与芯轴一起一边转动一边移动使漆包线在芯轴上形成单层电感线圈。在工序4切线机构切断绕线,线圈自由落下。
图2是电感自动绕线机结构原理可按功能由五大机构组成:绕线机构(10 11 1215 16),引线机构(24 21 1817),切线机构(19 25),拔线机构(20 26),拔轴机构(13 14 22 23)。
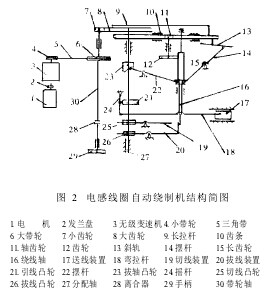
如图2中所示,电机经无级变速器、带传动、小齿轮7与大齿轮8的齿轮传动后,把一定的转速输送到凸轮分配轴27此部分是外联传动,故传递精度要求不高。
该机器的自动功能便是通过分配轴27上的凸轮顺序控制并使绕线圈的动作构成周期循环来实现的。分配轴协调五大执行机构完成一个绕圈生产的全过程。
首先,引线凸轮21进入推程,经过摇杆24,弯拉杆18带动送线装置17左进,送给一段定长的导线接着,拔线凸轮26进入推程,拔线杆20打下,把导线头压在绕制轴16的凸台上此时,长拉杆9在大齿轮8之上的曲柄带动下,正牵动齿条10往左运动,经过10与11, 12与15的齿轮传动,使绕线轴16开始向导线头(电感的一管脚)被拔弯的方向旋转,即把导线缠绕在绕制头上在绕的过程中,斜轨13随齿条10左移,通过摆杆1使绕线轴16不断往后退,如把斜轨的斜度调整恰当,就能使绕线轴后退的速度刚好与电感线圈宽度增加的速度一致,既保证了线圈绕得密匝匝又避免每圈之间发生重叠。
当齿条运动到左端极限位置时,一个线圈就绕制完成,在它往右退回之初,拔轴凸轮23进入推程,摆杆22的右端拔动绕线轴16快速后退,使绕制头从绕好的线圈中拔出。最后是切线凸轮25进入推程,切线装置19右端带动刀块下降,切断电感线圈与导线连接的另一管脚,电感线圈掉入收集箱中。
凸轮21在绕线结束之前便从远停段进入回程凸轮25 26无远停角,推程之后随着就是回程凸轮23在切线动作完成后进入回程所以,下一个循环又开始了。
显然,大齿轮(或分配轴)每转一转,机构就完成一个循环也即是说,大齿轮的转速(N圈/分)正好等于机器的生产率(n个/分)。此自动电感绕线机的最大生产率约等于40个/分,这是相当高效的。
自动绕线机循环图设计
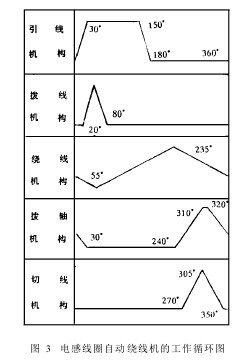
如前所述,自动电感线圈绕制机中各机构完全由凸轮分配轴上的凸轮来控制动作的先后顺序和时间,因此正确设计电感线圈自动绕制机的循环图是设计凸轮和正确将凸轮安装在凸轮分配轴上的基础。
本着实现最终功能、各机构空间不干涉以及各机构运动循环的时间同步化,我们设计了运动循环图,如图3所示由图可知:运动循环周期是360,即凸轮分配轴旋转一周为一个循环周期。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站