
电感器也被称之为电感线圈或者线圈,被广泛应用到电讯电器、电子器件中。因为磁环属于封闭环形,所以绕制铜线比较困难。目前,绕线行业对于人员依赖度比较高,从而导致绕线行业出现一定的问题。在我国社会经济不断发展的过程中,工业自动化普及程度也在不断的提高,迫切需要实现现有生产设备的自动化改造。改造主要目的就是降低人工参与,从而使人员劳动强度得到降低,使生产质量及效率得到提高,从而降低人工成本。这里就对自动绕线设备的工作原理进行分析。
1 绕线机的总体设计
这里所介绍的绕线机能够实现自动绕线,根据骨架尺寸和绕线需求,计算上线长度和控制步骤。之后通过单片机发送信号,实现步进电机及主电机转动的控制。针对步进电机具有专门驱动电路生成步进相序,主交流电机能够利用一个交流变频器,设置频率之后对变频器中的控制端口进行调节,从而决定停止、开启、点动等。要想使绕线机实现绕线,交流主电机及步进电机要求使用控制信号。
80C193KC 利用输出口能够发送交流电机各种信号,图 1为绕线机的结构。
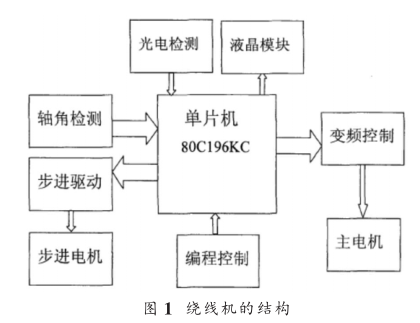
绕线参数利用键盘实现输入,并且显示到液晶模块中,降低按键数量,液晶显示模块要求具备较大显示容量及字符图库。在进行绕线的时候要求将目前圈数实时的显示出来,对主电机转动圈数进行计量,对主电机减速比进行全面的考虑,得到绕线圈数,并且在圈数及预先设置的总圈数一样的时候将绕线停止,这里使用光电检测。圈数环节能够在检测圈数及预先期望总圈数一样的时候将主电机快速地停止,这里利用光电检测环节,单片机也还要扩展 EPROM 存储自动操作运行绕线机程序。
2 自动绕线设备的研发
2.1 初绕机构
图 2 为初绕机构的结构,此机构主要通过同步带、电动机、左右夹具、拉杆及夹紧弹簧构成。左右夹具为同轴装备,左夹具利用轴连接同步带轮,基于电动机的驱动带动带轮进行主动绕线的动作。右夹具右端具有凹槽,其中还具有一个轴承,轴承外圈和夹具相互配合,内圈和拉杆过盈配合,将拉杆安装到固定导向块中。在右夹具和导向块拉杆中安装夹具弹簧,以此在左右夹具使空电感器夹紧之后,右夹具就会在左夹具旋转的时候绕轴承进行从动旋转,从而能够带动线桶的旋转绕线。
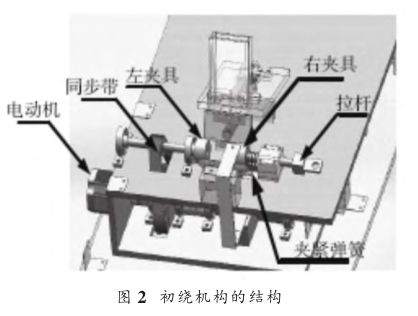
此机构工作的主要原理就是:前次实现绕线之后的线头垂直在左右夹具之间,并且靠近与右夹具,基于时序控制机构作用,拉紧拉杆从而使右夹具张开,空线筒就会落入到上下料机构中的挡板中,使左夹具、空线筒、右夹具都能够在同一条直线中。之后,松开时序控制机构的拉杆,基于夹紧弹簧作用将右夹具恢复,使左右夹具、空线筒及线头都能够在同轴直线通,将线头夹紧。线筒夹紧之后通过同步带带动主动旋转左夹具,之后带动线筒及右夹具绕轴承从动旋转。在进行旋转的过程中根据宝塔线和空线筒外壁摩擦力,从而使线头能够在空的设备中缠绕,也就是实现初绕。
2.2 拨线手机构
拨线手的主要目的就是将铜线传导磁环结构中,为了使铜线能够从压线杆中勾出,拨线手就要实现拨叉的设计,通过压线杆中将铜线叉住。此机构主要是通过具有导杆气缸所连接可旋转 90°的摆动气缸,叉线的时候带动导杆气缸摆动,拨叉叉住线之后摆动气缸就会旋转 90°,压线气缸缩回,铜线通过拨叉进行构住。
通过拨线手所拉住的铜线,利用拉线拉过磁环,为了避免拉线的时候对铜线漆皮线造成破坏,降低拉线过程中的摩擦,拨线手部分还能够设计拉住铜线机构,通过带导杆气缸带动滑轮实现,在拉线手分线时,通过此滑轮勾住铜线。
2.3 拉线手结构的设计
因为压线杆的长度有限,拨线手下拉的行程也有限,绕制磁环铜线比较长。所以,为了使比较长的铜线都能够拉过磁环,所以设计的拉线手主要是利用两个大形成无杆气缸组成,并且还具有四个带导杆小气缸伸缩拉住铜线,在大行程无缸气缸运动的时候,能够实现铜线下拉。为了对铜线降低摩擦进行保护,四个带导杆小气缸伸出端实现可滑动结构的设计。
充分考虑大行程无杆气缸运动过程中的形成比较长,所以耗气量也比较大。基于降低系统能耗较低分析,设计过程中使用四个带导杆气缸在无杆气缸两头进行安装,每次拉线的时候只需要使用其中的一对,在实现一次拉线之后,两个无杆气缸不需要到原位中,每次下拉线的时候小带导杆气缸就会作用,大形成无杆气缸就会回归到起始位置中进行拉线,大行程无杆气缸来回具有拉线的作用,以此使系统能耗得到降低。
2.4 机架部分的设计
机架能够通过固定部件对各个部分件进行固定,以此将预期功能展现出来。这里所设计机架使用角钢焊接,在翻转手及智能手安装的部分设计调节结构,在对振动盘安装的过程中,为了避免振动盘在震动的过程中影响到自动磁环其他的部分,就要设置减震垫。图 3 为设计的自动绕线结构机架。
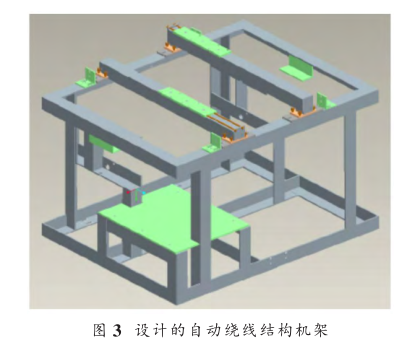
为了能够有效实现全自动化,在这里所设计的自动绕线机还设置辅助部分,比如振动盘等。此自动绕机在气缸构成的各个机构作用中,能够实现铜线在磁环中的自动绕制,绕线的速度能够实现全自动化,铜线也能够紧贴磁环。
2.5 编程控制
根据总体设计过程中对于操作面板构思实现设计,编程控制结构利用开关闭合实现编程信息的传输。在系统上电初始化之后,此开关中的任何按上之后就能够发送迅速被单片机所接受并且识别的低电平信号。电动开关对交流电机点动进行控制,复位键能够便于系统的复位,启停键和单片机外中断进行连接,使用中断处理程序对启停操作进行处理。P1 口实现参数编程操作,因为 P1 口自身能够实现上拉,所以可以反复的对 P1 口是否具有低跳变检查,从而对具体编程需求进行响应。在此过程中,系统上电以前要按住启停,在上电之后放开,之后根据编程键进入到隐含参数设置状态。在此使 EXINT/P2.2 端具有正跳变,使其成为隐含参数页开启的基础。
2.6 时序控制
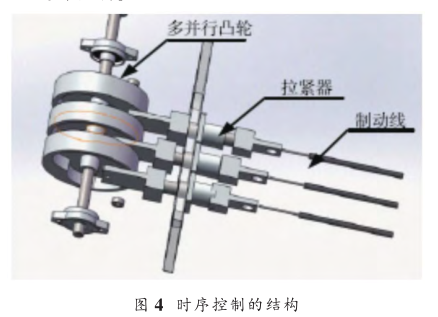
自动绕线机基于时序控制系统的控制,使各个机构中的动作都能够有序的组合,其中的结构主要包括制动线、拉紧器、并行凸轮等。图 4 为时序控制的结构,安装三个并行凸轮,凸轮连接拉紧器,以此带动制动线进行工作。制动先分别和上下料机构拨片和上下料挡片、初绕机构拉杆及剪线机构剪刀进行连接,从而实现机构的夹紧、张开及剪线等工作。绕线机的主要目的就是实现线筒自动卷绕,对于转轴速度平稳性具有一定的需求,并且还能够调节速度,方便其他机构运行调试及配合。以此,使用两个电动机成为自动绕线机的动力源。一个电动机在排线机构轴中安装,将驱动排线机构作为基础,利用同步带带动初绕机构进行运转;另外电动机在时序控制凸轮轴中安装,对运转时序进行控制。其中的两个电动机都是通过 PLC 进行控制。

3 系统测试
试运行的环境 1:磁环规格为内径 15mm,外径25mm,磁环高度为 10mm;铜线线径为 0.6mm;绕线的圈数为 20 匝。
运行结果 1:能够实现全部磁环上下料、绕线过程;系统的运行时间为 5 分 30 秒。图 5 为绕线磁环的结构,绕线品质和半自动绕线设备绕线的磁环是一样的。
试运行的环境 1:磁环规格为内径 15mm,外径25mm,磁环高度为 10mm;铜线线径为 1.0mm;绕线的圈数为 20 匝。
运行结果 2:能够实现全部磁环上下料、绕线过程;系统的运行时间为 5 分 30 秒。图 6 为绕线磁环的结构,绕线品质和半自动绕线设备绕线的磁环是一样的。
4 结束语
在现代互感器制造行业中,大部分的生产厂家都希望利用功能齐全、操作方便及性能较为稳定的自动绕线机,通过自动化生产的方式替代原本手工绕制小作坊的生产方式。这里所设计的自动绕线机能够在电感器二次绕圈铜线自动缠绕中使用,其主要是使用先进智能化控系统,绕制较为精准,并且力度适中,能够调整步进距离,还能够设置绕线及储线的匝数。通过最后的运行结果表示,这里所设计的自动绕线设备能够满足实际使用需求。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站