
我们在了解高精度全自动绕线机控制系统的难点之前,先要了解控制系统的原理,我们再给大家介绍全自动绕线机的技术上的一些问题,供东莞绕线机企业分享.

1、全自动绕线机控制系统原理
全自动绕线机系统控制原理,主要是依据螺旋线绕制的工艺过程,在对机械结构有一定了解的基础上,指出机械结构中的一些关键环节对绕制精度的影响,使得控制系统必须要在保证机械装配精度的基础上,才能更好的对各个轴进行运动控制,并以此作为控制系统构建的基本出发点。
2、全自动绕线机控制系统技术难点
在介绍完大致的全自动绕线机和绕制工艺之后,提出了绕线机控制系统需要解决的技术难点, 难点一,就是解决固定座与尾座电机在夹持芯杆旋转时的同步启停问题,除了绕线机结构保证两者的同轴外,即要求二者之间在同步转动过程中不允许产生明显的相对速度,若产生相对运动,严重情况下导致对芯杆的破坏,直接导致绕制失败,轻则对螺旋线的螺距要求不达标,即螺距超差!
难点二,就是滚珠丝杠在水平方向对固定座电机的速度匹配问题,要求水平工作台的直线运动精度,以及对应不同绕制模式时的速度匹配问题,还有就是对应速度的稳定性,即怎么减小速度扰动对绕制螺距的影响。因为速度的不匹配以及运动精度的不精确都直接导致绕制螺旋线圈无法达到工艺误差要求。对于运动精度在这里不得不提到滚珠丝杠自身所具有机械配合误差,在运动过程中的正向误差,回程间隙等带来的种种不利因素。所以这里需要重点考虑丝杠与水平运动工作台的正向补偿技术。还有就是绝对零点的定位技术。为误差补偿提供补偿基准。
难点三,绕制过程中的排线恒张力,因为排线张力的不稳定直接会影响到绕制产品的一致性。从而导致产品无法使用。一方面要求绕线机的设计需要保证在排线过程中保证不出现大的扰动,即通过巧妙的机械设计保证排线过程的平滑,其次就是通过张力传感器监测实时的张力数据,并构建闭环恒张力控制系统,实现恒张力排线。
难点四,因为钨带的硬度比较高,在绕制芯杆接触点瞬间发生较大的形变,极易导致钨带断裂,从而造成了不必要的材料浪费,所以要求系统具有加热功能对钨带进行加热。而加热的温度需要保持恒定,这就需要构建恒温控制系统。
3、技术难点分析与控制系统的特性
针对以上四项技术难点,可以说解决难点一与难点二是全自动绕线机生产过程最需要考虑的重点,也是因为解决这两个难点涉及到运动控制技术,误差测量与补偿校正技术,那么对硬件系统和软件系统就提出了较为苛刻的要求。这就需要搭建高精度的伺服驱动系统,首先需要好的硬件平台,然后就是高效的控制软件,二者缺一不可。
对于硬件平台而言,高精度伺服驱动系统的结构组成框图如下图所示。
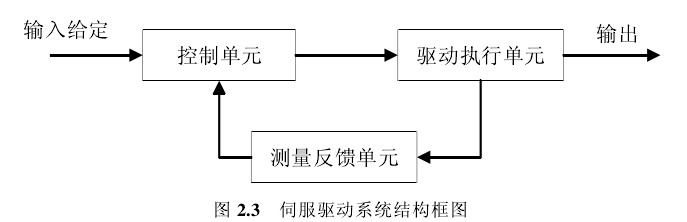
高精度伺服系统的组成结构包括控制单元,驱动执行单元,测量反馈单元,系统输入给定和输出控制执行量。
控制单元,主要是接收输入给定,和来自测量反馈单元的反馈信号,进行程序算法处理后输出控制指令给驱动执行单元;驱动执行单元接收控制单元的控制指令,输出相应机械机构的运动执行量;同时测量反馈单元实时对驱动执行单元的输出量进行采集测量变送,将测量信息反馈给控制单元。
高精度的伺服系统在保证执行精度的同时还要兼顾运行速度,即要求系统具有快速响应的能力,即控制器能够实时快速处理给定和测量信息并发出控制量,驱动单元快速对控制量响应变换为相应的执行量,测量反馈单元高灵敏度快速测量变送反馈。
对于系统的控制软件,大致的要求包括了以下几个方面。
绕线机软件的稳定性好,界面友好且操作简单易行,体现了人性化,尽可能减少操作人员的工作量。对于实时的工作状态能给与显示。
而控制软件的核心一方面在于对工艺数据解算为实时的控制指令,尤其是涉及到混合螺距的绕制时,在要求输入参数有限的情况下,快速精确计算控制量的算法就尤为重要。另一方面对于多轴全自动绕线机系统来说,控制软件还能够更好的处理多轴之间的同步性,跟随,而且具有快速的响应速度。做到多轴之间的相互匹配协同运动。
最后就是软件的可维护性,要求软件具有一定的在线监测功能,实时对一些故障信息进行报警,同时还有防止误操作的功能,增强系统的可靠性。
 怡斯麦中文站
怡斯麦中文站 怡斯麦英文站
怡斯麦英文站