环形变压器绕线机的技术原理与绕线流程
发布时间:2021-9-14 浏览: 次
环形变压器利用环型绕线机绕线快速方便生产效率高,可广泛应用于电子设备中的50Hz、60Hz、400Hz变压器、互感器、电抗器、扼流圈等电磁元件。
环形绕线机的工作原理先把导线均匀的缠绕在储线环上,然后再通过梭子把缠绕在储线环上的导线缠绕在骨架上,骨架由伺服电机带动旋转,使导线均匀地排列在骨架上线缠绕到一定量时,再把带通过储线环缠绕在骨架上,然后绕制。
绕线张力的分析
通过生产实践发现,在绕制整个过程中,用适当的力把导线拉紧缠绕在骨架上,是影响绕制好坏的关键所在,因此在下面我们着重说明影响绕线张力的因素。
1.线梭转动部分的磨察力矩
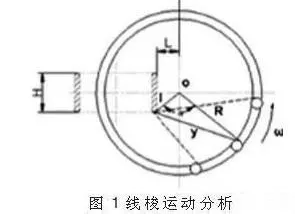
2.线梭部分(包括缠在线梭内的导线)加速度变化引起的惯性力矩。摩擦力矩的主要部分是由张力机构产生的,它阻止线梭的放线运动而把导线拉紧,产生绕线张力。由于绕线环形面及其在绕线齿轮中偏离中心位置的影响,即使是匀速绕线,线梭的运动速度也小是均匀的,这就产生了由加速度引起的惯性力矩,影响了绕线张力。线梭的运动速度可看作由两种速度组成:一是与绕线齿轮上的滑轮速度相等的速度Vo,一是线梭放出导线的用量的速度,前者是常数,后者的计算如下(见图1)。
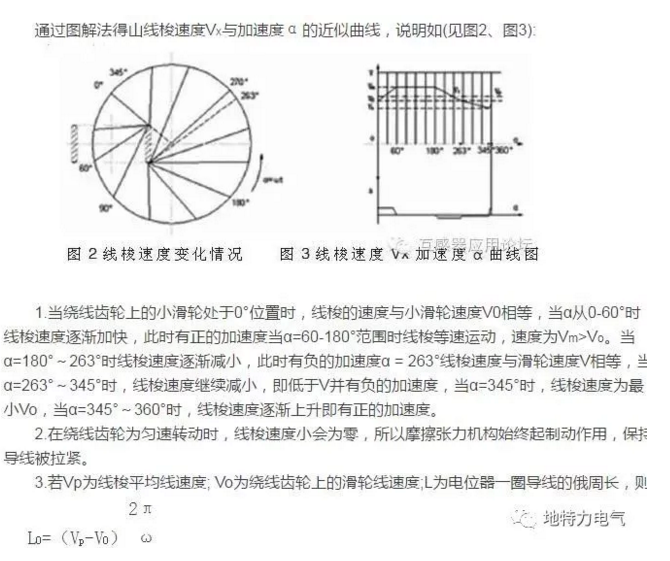
余定理和速度、加速度的公式推导计算如下,因为图片上传,模糊不清就权当略过了,再说了也是拿来主义的。

所以为了减小线梭加速度,要求:骨架型面H要小,型面尽量靠近绕线齿轮中心即l值小;线梭平径R应尽量小;绕线速度ω不能太高(这是与提高生产效率相抵触的)。
1).尽量减小绕线齿轮和线梭的直径。
2).线梭及其传动部件的转动惯量应尽量小。
3).张力机构产生的摩擦力矩要稳定。
4).机床的起动和转动应平稳。
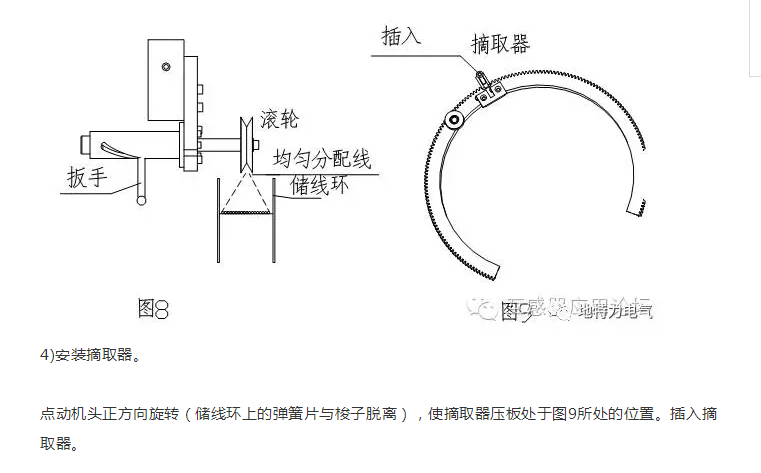
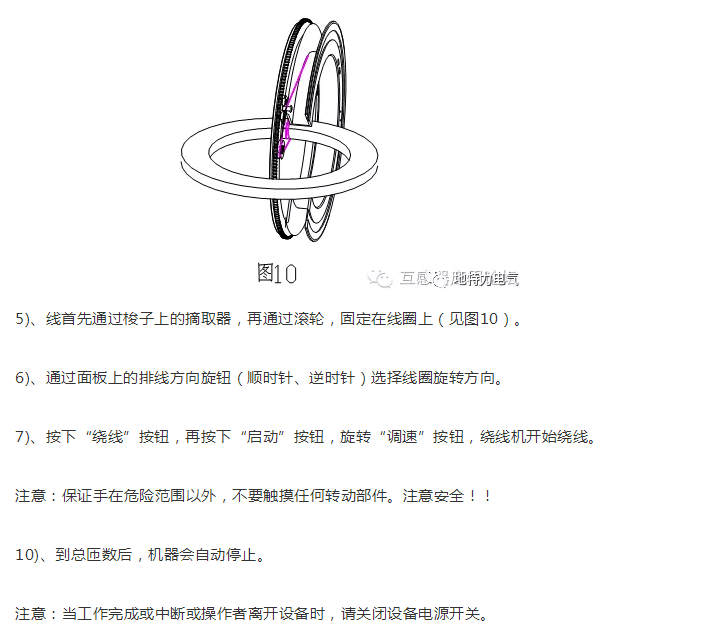
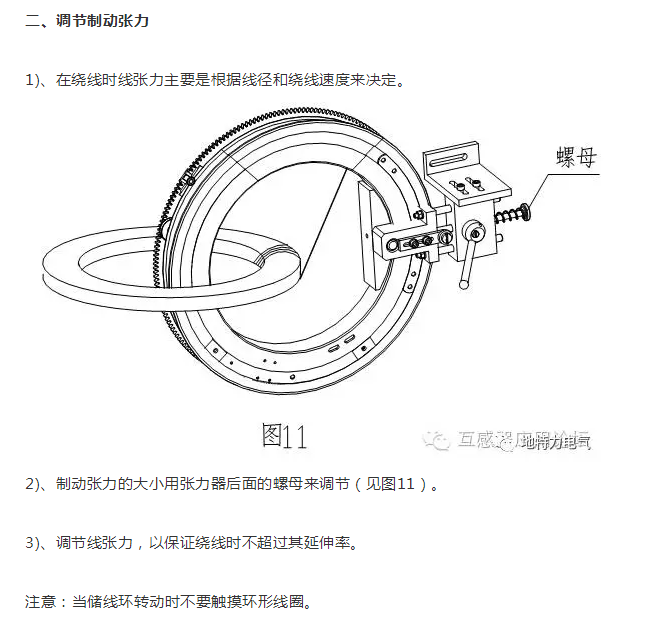
环形变压器绕线机的实际绕线步骤:
三、线圈初始位置的确定
由控制面板上的排线点动来确定
四、绕线过程中环形线圈夹紧力的调整
绕线过程中随着绕线的增加,环形线圈外径增大,逆时针旋转小手轮,使压紧轴与环形线圈夹紧力适当。以防止环形线圈变形及损伤漆包线。
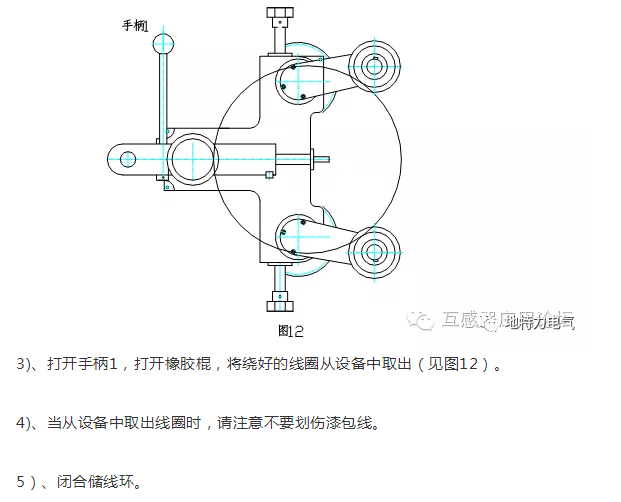
五、绕完后取出线圈
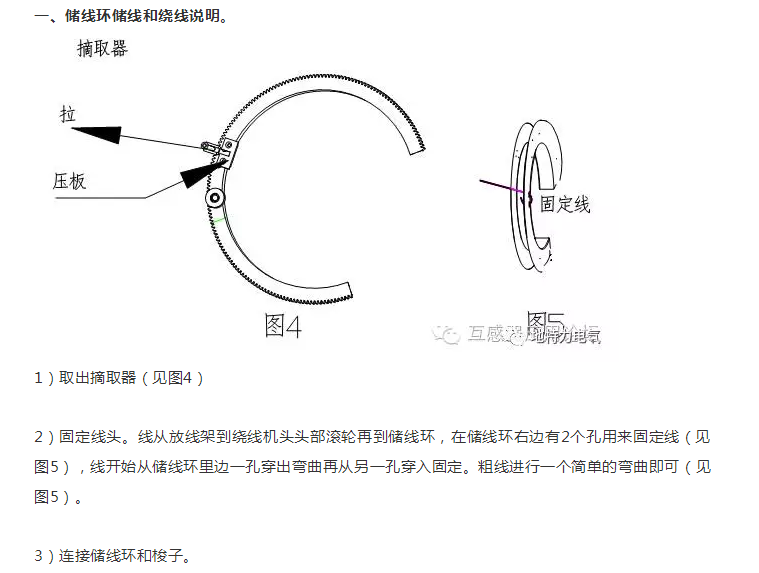
1)、切断线,取出储线环内剩余的线。
2)、打开储线环。
环形变压器在绕线中,对焊点有什么要求?
答:(1)厚度小于1.7mm的扁铜线采用搭焊,搭头部分锉成契形,用银铜焊接;(焊条采用15%银的银铜焊条,提高其电阻率。)大于1.7mm的采用对焊。
(2)焊接处要牢固紧密,接头要挫平砂光;
(3)焊头不能在换位处,也不能在梳齿间;
(4)多根导线的焊接应该相互错开,错开距离在80mm以上;
(5)任何焊头必须距出头和分接头2根撑条之外;
(6)多根并绕每根焊接不得超过1处,焊接根数不能超过该绕组的并绕导线根数的1/2,6根以上根数并绕的,焊接根数不能大于1/3根数,而且接头要错开;
(7)不允许有铜屑落在绕组中。
以上就是关于环形变压器绕线机原理、操作过程的介绍,为什么本文开始要提一下环形变压器铁芯呢?其与绕线有何关系?这是因为铁心是变压器的磁路部分,由磁导率很高的电工钢片制成。变压器的一个绕组通以很小的励磁电流,在铁心中产生很大的磁通,在另一绕组感应出所需要的电势。